
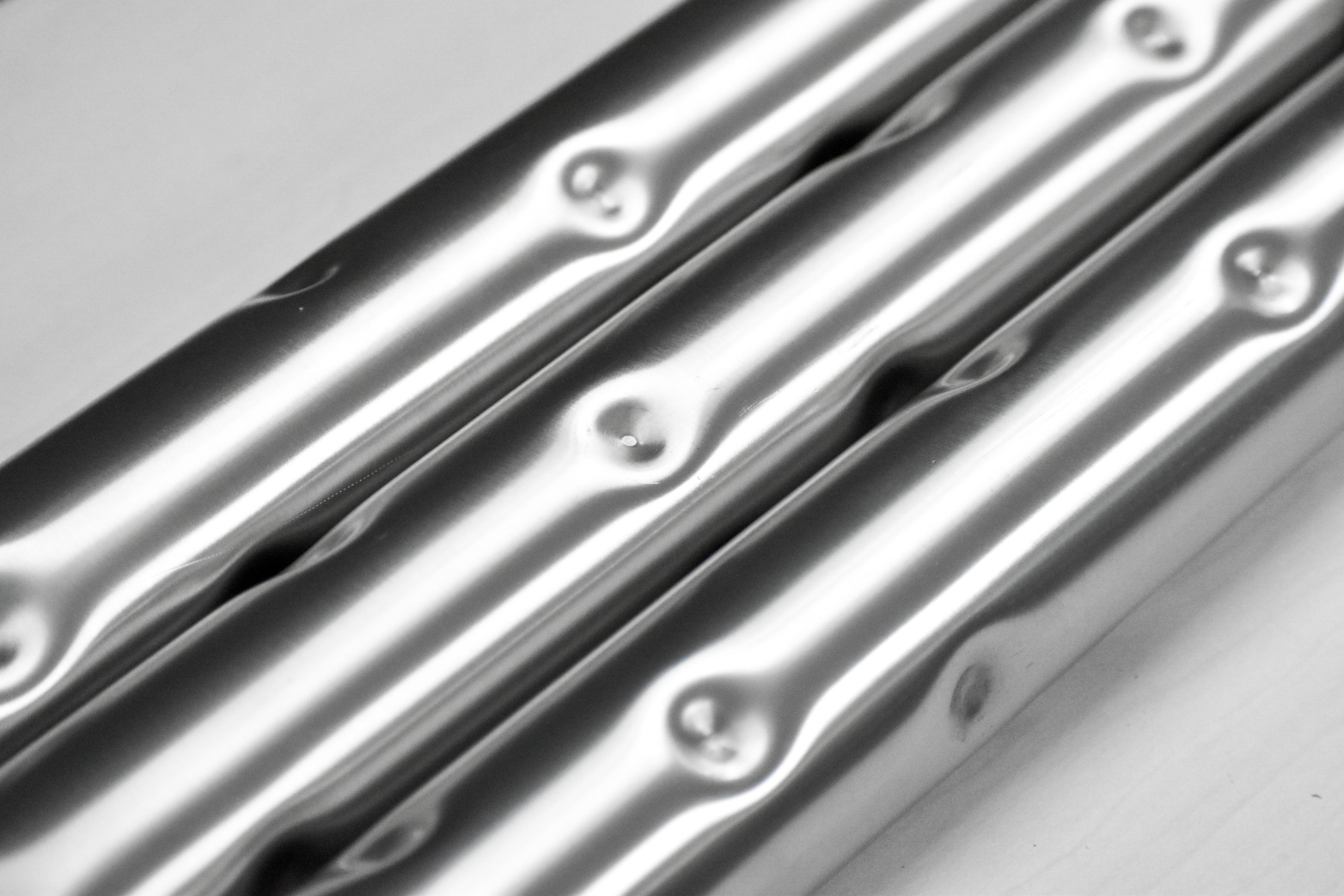
Shallow Dimple Profile
The shallow profile is suited for Dimpleflo™ heat exchanger retubing for mining industry applications involving low-density media. It provides efficient heat transfer with minimal pressure drop, making it effective for process air heating, reagent dilution and other light-duty services where flow stability is critical.
Standard Profile Range
Dimpleflo™ offers the standard profile as the standard choice for most mining heat exchanger tube replacement projects. It balances turbulence and flow capacity, supporting reliable performance in process water circuits, leach solutions, flotation systems and general plant utilities found across mineral processing sites.

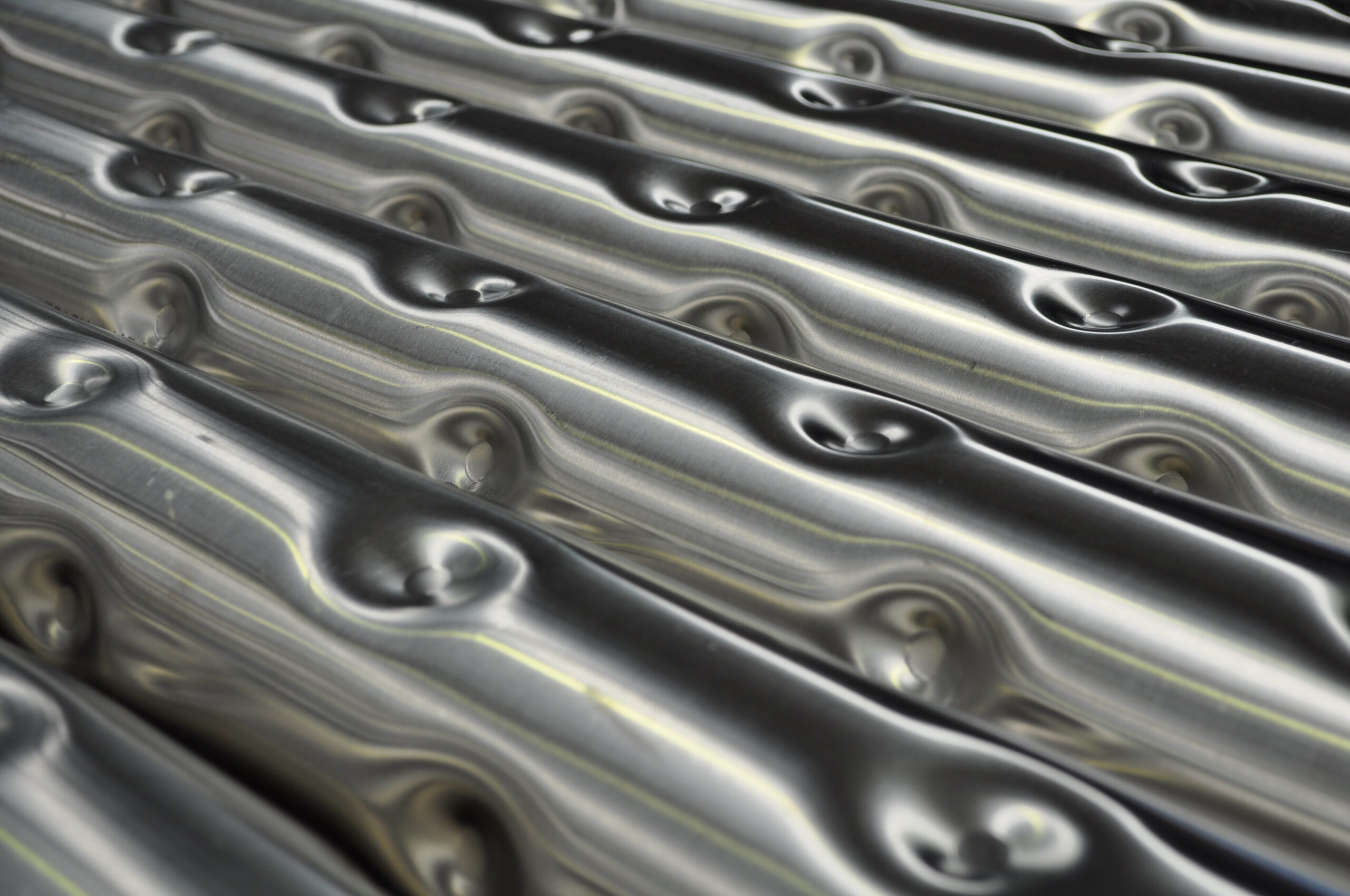
Heavy Profile Range
The heavy profile is engineered for demanding mining duties where fluids contain high solids or elevated viscosity. In Dimpleflo™ retubing applications, this configuration enhances internal mixing, improves heat transfer in abrasive slurries and reduces fouling in tailings, thickener underflow and other harsh mineral processing environments.

Two 72T 168 219 9000 I MAN Dimpleflo units used to cool biomass after heat treatment, ready for processing in huge digesters.

Two duty and one standby Dimpleflo heat exchangers used for cooling THP Sludge in a new technology treatment plant.

Dimpleflo heat exchanger with a closed circuit cooling loop for processing up to 80% solids.

Dimpleflo installation for traditional sludge heating in an anaerobic digestor.

Design and manufacture of an additional must chiller unit for installation in a large California winery.

Design and manufacture of 2 x containerised heat exchangers capable of operating at high temperature and extreme pressure.

Dimpleflo shell and tube heat exchanger replacement of a plate heat exchanger in a viscous, fouling application.